Multiple Discharge Conveyors
Efficient Solutions for Diverse Product Handling Needs
Important: Multiple discharge conveyors convey and elevate product to many locations, for example, feeding a number of packing or bagging machines. Also, multiple infeed points can be utilized in this design as well, creating a cost-effective alternative to multiple conveying machines. Depending upon the nature of the product, we manufacture the following types of multiple discharge conveyors.
Types of Multiple Discharge Conveyors
MDC Screw Conveyors
Designed for transferring bulk materials in a single direction with a helical screw. Ideal for bulk products such as flour, rice, and other granular materials. Equipped with multiple inlet & outlet spouts controlled by gate valves.
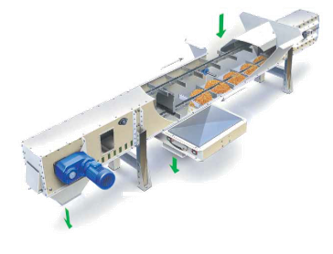
MDC Drag Conveyors
Uses a chain and flights to move bulk materials horizontally or on an incline. Best for granular or powdery products such as cereals, chemicals, and powders, and can incorporate multiple discharge gates along its path.




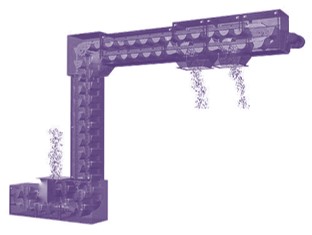
MDC Bucket Conveyors
Elevates bulk materials vertically using a series of buckets. Suitable for transporting grains, powders, and loose materials with both horizontal and vertical transport in one system. The bucket emptying is controlled by pneumatic tilting mechanisms at various discharge points.
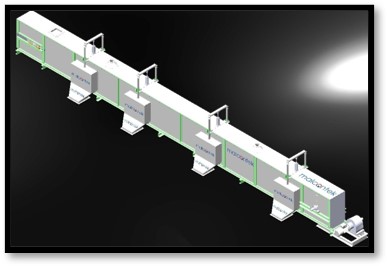
MDC Belt Conveyors
Uses a belt to move bulk materials to multiple discharge points. Equipped with belt trippers or plows to divert the flow of materials off the belt at designated spots, useful for products such as snacks, hardware, and fertilizers.



Available Configurations

Why Choose Our Multiple Discharge Conveyors?
Versatile for feeding multiple packing or bagging machines.
Available in various types including screw, drag, bucket, and belt conveyors.
Handles products with multiple discharge chutes for different applications.
Cost-effective alternative to multiple machines, with high flexibility and throughput.
Industries We Serve
Detergents & Chemicals
Food Processing
Packaging
Agriculture
Manufacturing
Recycling and Waste Management
Automotive and Transportation
Ensuring Maximum Uptime
Our multiple discharge conveyor systems are engineered for durability and efficiency, ensuring continuous operation with minimal downtime. We implement best practices for maintenance and reliability:
Regular Inspections
Routine checks to ensure optimal performance and prevent potential issues.
Critical Component Monitoring
Constant monitoring of key components to avoid unexpected failures and ensure reliability.
Inventory Management
Maintaining a supply of essential parts to minimize downtime during repairs or maintenance.
Personnel Training
Comprehensive training programs for operating and maintaining the equipment efficiently.